
Project Transformer – Part 3: Gears and Lockers
Introduction
We round up the third element of the trail performance equation, namely traction, in this installment. We’ll cover the installation of lockers and new gearing in both axles. Oaks decided on 4.56:1 gear ratios and the simplicity of Detroit Lockers in both the front Dana 35 TTB and the rear Ford 8.8. We used Genuine Gear ring and pinions, as well as their installation kits. Jim Oaks’ friend and Master Gearhead John Steinbinder at Steinbinder’s Service did the setup work on the front Dana 35. With sweaty palms, Oaks tackled the rear 8.8 himself, to show that ring and pinion changes don’t have to be done by professional shops.
We’re showing you these operations in an unusual way. The basic operations for both axles are similar, even though the units look different. We will have a picture of the operation from each axle “point of view” under a single caption.
Bear in mind that this is an overview and does not cover every detail. Our premise starts with a vehicle whose axles are working and properly set up. If you are starting from a pile of parts, the methods outlined here would lead to a lot of trial and error. A case like that would necessitate the use of a pinion depth tool to save hours (if not decades) of trial and error. Best advice; if you are a novice and are faced with unusual situations or basket case axles, consider having a pro do it.
In addition to the Detroit Locker, 4.56 Genuine Gear ring and pinion and all new bearings and seals, our Ranger’s D35 got new axle u-joints, new brake rotors and new front wheel bearings. The rear 8.8 got new axle bearings and seals, a large volume heavy duty cover and one used axle shaft to replace one with a damaged bearing surface.
The eagle-eyed among you may notice that the 8.8 gear swap is being done on an Explorer axle. Though it’s similar to the Ranger 8.8, it’s beefier. We’ll show you why and how it was swapped into a Ranger in the next installment.
Next Time: Warn Manual Hubs and Explorer 8.8 Conversion
Dana 35 and Ford 8.8 Rebuild Specs
| Dana 35 | Ford 8.8 | |
|---|---|---|
| Pinion Nut Torque | 170-500 lbs-ft | 150-450 lbs-ft |
| Carrier Cap Bolts | 40-50 lbs-ft | 60-80 lbs-ft |
| Ring Gear Bolts | 70-90 lbs-ft | 70-85 lbs-ft |
| Pinion Preload (New) | 15-30 in-lbs | 17-22 in-lbs |
| Pinion Preload (Used) | 7-8 in-lbs | 6-8 in-lbs |
| Backlash | .006-.010-in. | .008-015-in. |
| Approx. Lube Cap. | 3.5 pts. | 5.4 pts. |
Tools Required
- Dial indicator
- Vernier caliper or micrometer
- Beam type inch pounds torque wrench or torque meter
- Torque wrench
- Big plastic mallet
Twin Detroit Lockers
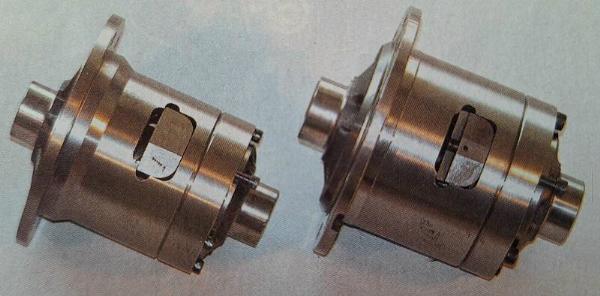
The Detroit Locker is one of the founding fathers in man’s quest for traction. These are both C-Lockers, meaning they were built to work with c-clip type axles. Detroits are known as “speed sensing” traction aids. They try to keep both wheels turning at the same speeds at all times. If one wheel speeds up when it loses traction, the Detroit locks the two axles together. This means they can transfer all the available torque to just one wheel if only one wheel has traction. Under light torque loads, such as coasting around a turn, the locker allows one wheel to slow down by ratcheting, but as soon as you apply a little power, the unit will try to lock up. The newer generation Detroits are also so-called “SofLockers,” meaning they have some design features that make them a lot smoother on the street.
What Parts?
Obviously, you need matching ratio ring and pinions front and rear, as well as the new lockers. In addition, it’s good practice to buy the complete installation kits. They usually include all the bearings, seals, gaskets, shims and ring gear bolts needed for the job. Anything missing you can source outside the kit, but those are the essentials. Don’t forget RTV sealant, Locktite and 90wt gear oil.

Be sure to completely read supplied manufacturer’s instructions prior to installing this product kit.
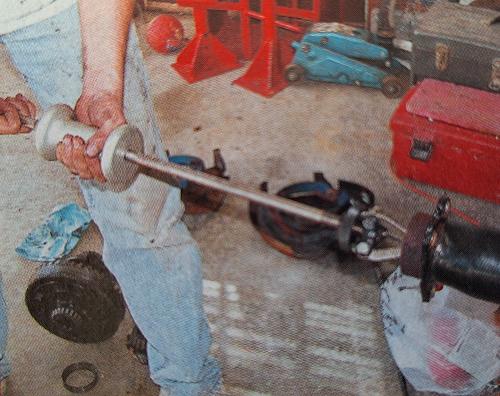
Remove Axles
Note that the long side axle shaft stays with the Dana 35 differential unit when removed from the beam and it’s held in with a clip. To remove, drive out the spider pin retainer, remove the spider pin and spiders, push the shaft in slightly and remove the clip with a screwdriver.
On the 8.8, the pin comes out and the axle can be pushed in slightly and the shafts withdrawn.
Remove Carrier
After marking the carrier bearing caps left and right, remove them and pry out the carrier. Take care to capture the carrier bearing shims and keep them oriented the way they were originally installed. You will measure them and reinstall the same shim thicknesses as a starting point for the new setup. You mix these shims up and you’ll be starting from scratch!

Cleanup
Think cleaning isn’t important? The axle vent tube was completely blocked with rust and crud. It took a drill to get this stuff broken loose! Clean up the housing well.

Pinion
Even though you are starting with a new pinion and bearings, you’ll still have to measure the pinion depth shim, which also doubles as an oil slinger in the case of a Dana 35. You will use this dimension as a starting point for setting the pinion depth. Because this is a reverse cut, high pinion differential, the large shim is vital for the lubrication of the pinion bearings.
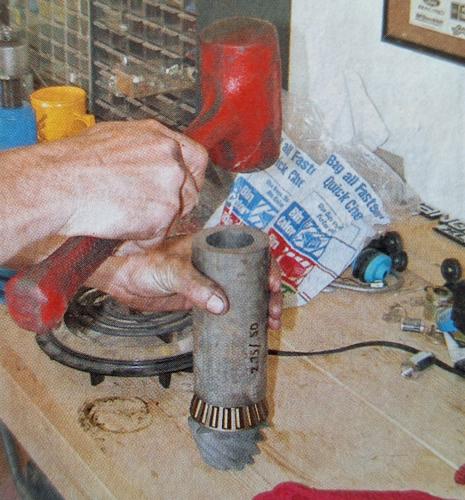
After installing the shim, press the new inner pinion bearing onto the pinion.

You can install bearings without a press by using hot and cold. Put the pinion in the freezer for a few hours which will make the bearing contract. Put the bearing onto a hotplate and warm it up which will cause it to expand. You don’t want it sizzling hot, but too hot to touch with your bare hands. The actual Timken spec is 300 degrees max, but you don’t need it that hot. When you drop the hot bearing onto the pinion shaft it should slide all the way to the bottom. Quickly press down on the bearing with a piece of steel pipe / metal tube to make sure it’s seated as it cools and restricts. It should be completely seated, and if not, it should seat with a couple of taps.
This homemade driver was built from a piece of steel tubing.
Pinion Bearing Cups
Driving the old bearing cups out is straightforward, though you will want to use a punch with a good edge. Sometimes there isn’t much of a lip to drive against. Here’s a tip for driving the cups back in… put them in the freezer for a while. If you can warm the housing a bit, so much the better. Best to use seal and cup drivers, but you can do it with a punch or an improvised driver if you are careful not to nick the cup.

General Tip
It’s important to prelube the bearings with 90wt gear oil, especially the pinion bearings. When checking the preload of these bearings, the readings can be skewed if another type of lubricant is used. Install the pinion and set the preload to spec, similar to the D35 above.

Pinion Installation/Setup
Install the pinion, the crush sleeve, the outer pinion bearing, the pinion seal and the pinion yoke into the diff housing. Because the D-35 is essentially a removable carrier, you can use a workbench vice to aid in assembly. You need to crush the crush sleeve and set the pinion bearing preload with a beam type inch pounds torque wrench. Steinbinder and his dad demonstrate that getting the sleeve to crush can be tough. Once you get that initial crush, it goes easier. Continue to tighten the nut in increments, periodically checking the preload with a beam type, inch pounds torque wrench until the correct value is achieved. You can do the same thing with an air impact wrench, but you need to be careful not to overdo it. Once you go past, you can’t back up and must replace the crush sleeve.

Install The Ring Gear
Install the ring gear and torque the bolts to spec after applying high strength (red) Locktite. You’ll need to clamp the carrier in a vice. Or, if you are using a press for the carrier bearings, when the unit is clamped in the press, torque them at that time.


Install Carrier Bearings
The carrier bearings go on next and are most easily installed in a press. Or, you can use the hotplate and a driver. Some Dana axles have their backlash/preload shims under the carrier bearings, but not the Dana 35. This makes setup much easier.

Install Carrier
The carrier and shims should not just slip in. Start with the same shim thickness used with the original setup. To preload the bearings, the dimension of the carrier, bearings and shims is slightly wider that the dimension of the case (by about .005-inch). That means you will have to use a rubber mallet to drive the unit in. If you wail away and it simply won’t go in, reduce the shim thickness slightly (equally on both sides). If it just plunks in, add a few thousands of shim thickness (again equally on both sides) until it’s a very tight fit. Once you reach the “wedgie” point, then you start with the mallet, tapping the unit down evenly until it’s fully seated into the bearing saddles. There are special drivers that will allow you to drive in the big thick shims one at a time, but don’t try it with a hammer… the shims often crack.
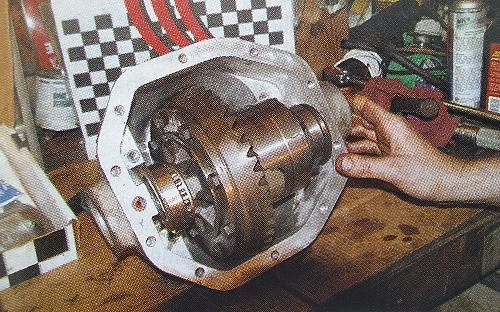

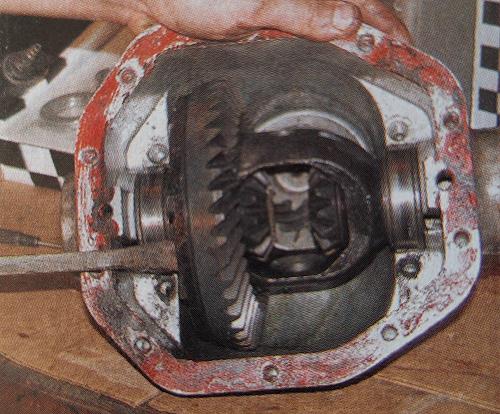
Check Backlash
After reinstalling the carrier bearing caps and torqueing them to spec, check the backlash with a dial indicator. It should fall into the range specified. If it doesn’t, the carrier shim thickness must be altered. If you have too little backlash, transfer shim thickness from the side away from the ring gear to the ring gear side. If backlash is too great, do the opposite. Do this a few thousands at a time until the correct value is obtained. The marking compound already on the 8.8 ring gear is evidence that we had to remove the unit for adjustments.
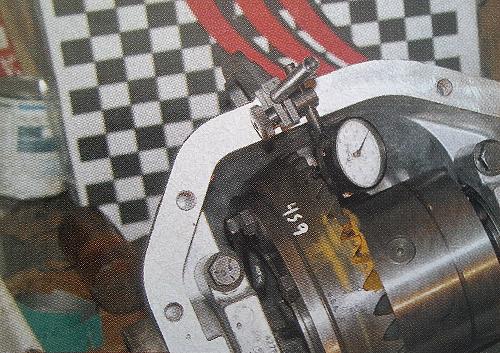

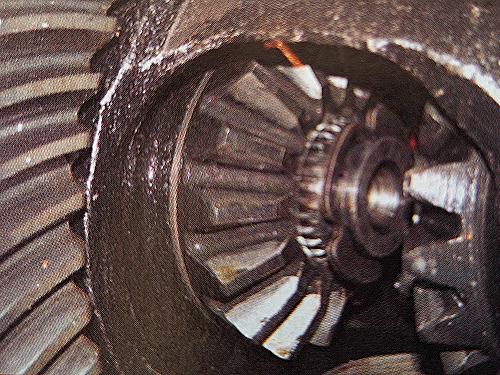
Check Gear Pattern
The final step is to paint three or four teeth on the ring gear in three places around the circumference and “read” the pattern.


Read the Pattern
Among the key things to remember is that it’s almost impossible to get a perfect pattern. Focus on getting the most perfect pattern possible on the drive side and that means having the pattern centered face to flank (the bottom and the top edges of the tooth). The heel to toe pattern (the outer and inner ends of the tooth) are less easy to correct and less important to new ring gears as long as backlash is correct.
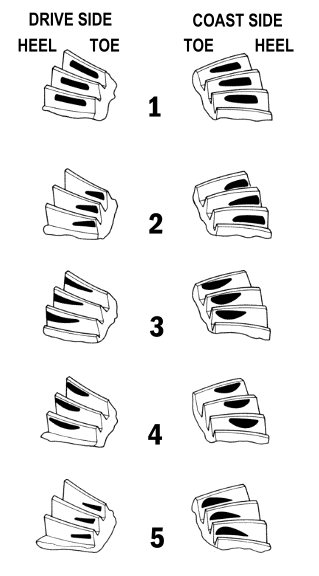
Pattern 1: A perfect pattern. Hard to achieve, especially on both the drive and coast sides at the same time. Note how the pattern is oval and rounded on the face and flank sides.
Pattern 2: Pinion too deep. Needs a thinner shim. Note how the pattern is biased towards the flank and kind of sharp-edged there.
Pattern 3: Pinion not deep enough. Needs a thicker shim. Note how the pattern is biased towards the face.
Pattern 4: Too much backlash. If the backlash is within the specification, a few thousands either way won’t necessarily help this.
Pattern 5: Not enough backlash. If the backlash is within the specification, a few thousands either way won’t necessarily help this.
Breaking In New Gears
Too much heat is what kills a new set of gears. They will run hotter than normal as they break in and that takes at least 100 miles and up to 500. Those first 100 miles are crucial.
For the rear axle, drive only in short spurts and with a light load (no towing!). After the first 10 miles or so, go under and feel the cover. If it’s too hot to touch, let it cool and drive another 10 miles and check. It should gradually get cooler. Don’t drive more than about 20 miles at a stretch for the first 100 miles. Those warm-up/cool-off cycles are actually important to “work hardening” the gears. You can probably do light towing at 500 miles, but wait to at least 1000 miles for hard towing and change the oil before you do.
A full-time rig will break in the front and rear simultaneously, so follow the guidelines above. Part time rigs are tougher unless you can drive the first 100 miles on a dirt road in the same short intervals as a rear. Definitely do not drive on the street in 4wd with the hubs locked. You can do a “quick-n-dirty” front axle break-in on a part-time rig by leaving the hubs unlocked but engaging 4-wheel high and driving about 25 miles at moderate speeds, stopping to check for high temps. Then disengage 4wd and just lock in the hubs and drive another 25 miles. These operations should set you up for moderate use on the trail. A few easy trail trips and you can probably call it safe to ‘wheel hard.
Stalling Future Trouble
It is wise to replace anything that might be a problem later on. Needless to say, all seals are replaced. In the case of the Dana 35, that could include the axle support bearing that’s pressed into the right side of the housing. For the 8.8, it could, and did, include the wheel bearings and seals. We found a bad bearing and a scored axle shaft in our used Explorer axle. A slide hammer with internal jaws will make short work of the roller bearings in both situations.

General Tip
Before installing the axle shafts, add a little gear oil to the bearing. That will give them the initial lubrication they need to get started until more oil comes from the differential.

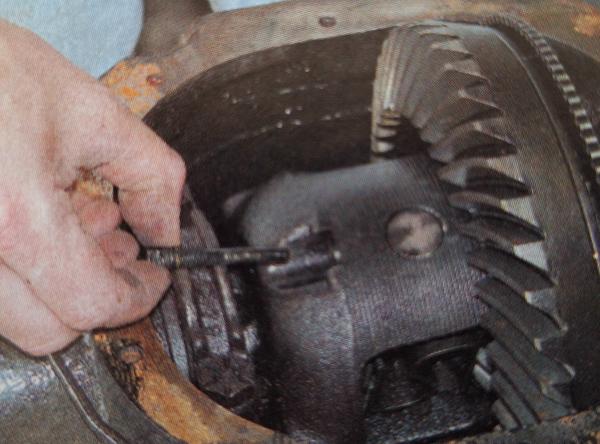
Install Axles/Detroit Lockers
Reinstall the axle shaft and clip. The only special step with regards to the Detroit Locker is this center pin. Insert it and, after applying Locktite, tighten the Allen bolt on the right.


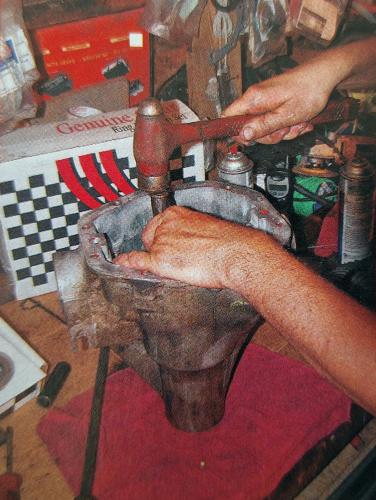
Sealing Covers
After cleaning the mounting flange of the TTB arm, apply an unbroken bead of RTV. This is actually an example of how not to do it. There are several thin areas and a break in the bead. In fact, this leaked after installation. You need a solid, consistent and unbroken bead of RTV inside the bolt holes. Do what we say and not what we do, eh?

The rear 8.8 got a custom made high volume cover and it didn’t leak.
Article By Jim Allen / Jim Oaks
Project Transformer Related Articles
Part 1: Taking a 1996 Ford Ranger from Bone Stock to Trail Brawler
Part 4: Manual Hubs and Explorer Rear Axle Swap
Part 5: Taking a ’96 Ford Ranger From Bone Stock to Trail Brawler
Related Articles
Lock Right Locker Installation #1
Picking A Differential For Your Ford Ranger
About The Author
Jim Oaks is the founder of TheRangerStation.com, the longest-running Ford Ranger resource online since 1999. With over 25 years of hands-on experience building and modifying Ford Rangers — including magazine-featured builds like Project Transformer — Jim has become one of the most trusted authorities in the Ford Ranger off-road and enthusiast space.
Since launching TheRangerStation.com, Jim has documented thousands of real-world Ranger builds, technical repairs, drivetrain swaps, suspension modifications, and off-road adventures contributed by owners worldwide. TheRangerStation.com has been referenced in print, video and online by enthusiasts, mechanics, and off-road builders looking for practical, and experience-based information.